




卧式上胶机
关键词:
所属分类:
产品描述
1.主要性能特征:
1)采用我公司新设计的干燥箱经一次浸渍、二次覆涂的浸渍基材在干燥箱风机全速运行过程中没有抖动现象。
2)对其劣质、渗透性差的饰面纸,能保证其浸渍纸的平整度。
3)剪切系统采用伺服控制,保证剪切精度在±1.0mm之内。
4)工作速度≥ 20m/min。
2. 组成结构:

1一开卷机、2一接纸机:3—储料机,4一印字机:5一前牵引机;6—一次上胶机;7一烘箱,8一纠偏机9一中牵引机10-二次上胶机11-烘箱12一纠偏机:13-后牵引机.14剪切机:15—输送机,15一堆料机上胶机只要能达到工艺要求的烘箱温度,且烘箱横断面温度一致,速度控制精确,上胶料含胶量相同、浸透性好,即可满足生产工艺要求。
2.1.上纸装置
浸渍纸经开卷机开卷后,经过接纸机,可在纸接头时通过加热,把自粘带或粘合剂加热熔化进行接合。经1号送料辊(由一个变速电动机传动)后到储料机,储料机起到纸在上胶过程中发生断头或接头时的储备用纸的作用。出储纸装置经印字机后进人2号送料辊和跳动辊,进行纸的除湿气,加强浸透性稳定地送入浸渍装置内。
2.2.浸渍装置
浸渍装置是上胶机的关键部位。在浸渍方式上有两种,即单面浸渍(用作第一次上胶和第二次上胶的初浸)和双面浸渍。单面浸渍是用它的附近张力辊的不同位置,来训整纸与底涂辊包角的大小,以及底涂辊的变速、正反转方向来调整一次树脂的含胶量。这种单面浸渍法,能够有效地把纸纤维间隙中存留的空气从单一方向(由下向上)排除,很好地完成在此空间低分子树脂与空气交换过程,达到提高浸透性的目的。一次上胶的初浸(又称底涂)也采用单面涂胶的方式,这可以使纸在浸入一小部分二次树脂后,通过调时辊,留有较长时间的渗透,再进入双面浸渍槽,它有助于二次上胶树脂的均匀浸透。浸溃装置包括浸渍槽、单涂辊、调时辊和计量辊等。
2.3计量
单涂后的浸胶料、经过高精度的计量腿(挤胶),挤出渗透在纤维各处多余的保证其均匀的树脂含量、所以对计量在制造精度、形状和位置公差、表面粗糙度和硬度波都有严格的要求、为了减少使用中的磨损、计量提还应有较高的硬度和附擦性及足的刚度、对轴承及有关间调整方面都有特殊构造和要求,二次上胶中的两个平行装放的挤、是制上胶纸二次树含胶量的机构、两对银的间隙可下动和机械调动、为了及时酒都余的树脂在对腿涂胶后线留、对腿两侧装有高附磨性的铜质刮板。有的上胶机在此还有稀释走上胶纸两端约3~5mm树脂的装置。
2.4烘干方法
拖动烘干法此方法是较原始的烘干方法,浸渍纸受张力大,盘管加热温度不均但结构简单,在低档产品中有应用,如图343所示(2)气托法此方法在烘「过程中浸演纸用气垫托着加热,减小拉伸变形,张力较前种小,但烘箱温度不好控制,故一般中低档产品有应用,而且制造也较容易,如图34所示(3)气托浮动法此种方法1985年由日本引进,目前已广泛应用在卧式上胶机烘干箱的制造中。这种方法浸渍纸受张力很小,如果速度控制合适,张力可为零,温度也容易控制,是一种理想的烘干方式。因浸渍纸与风嘴无接触,故为气托浮动式。目前国内的几家大的覆铜板设备制造公司(上海、苏州、西安等)生产的卧式上胶机都采用此法。国际上的意大利、瑞土、西德、日本等国也都采用这种气托浮动法,但各公司在风道、风嘴的设计上各有不同。
2.5烘箱的加热方法
(1)蒸汽加热蒸汽通过散热器,采用热风循环加热方式应用较为普遍。此种方法热效率不高,烘干箱温度只能达到165℃左右,早期国产上胶机及20世纪80年代日本“市金上胶机也有采用这种方法的。
2)热油加热原理与蒸汽加热相同,只是热源不同。此法热效率高,烘干箱温度可达到180℃以上,日前广泛用于蒸汽加热烘干箱的技术改造中,20世纪90年代瑞士卡拉其的二次上胶机的烘干箱就是热油加热型。
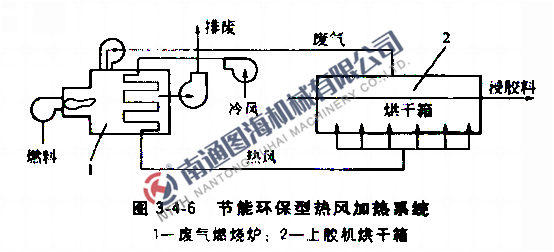
(3)热风加热当代工业生产中,对环保要求越来越严格,热风加热法可提高烘干箱温度,又可使废气充分燃烧后利用其热量,目前国内外已应用此种节能环保型烘干箱热风加热法,如图346所示。
3.设备亮点
1)新的干燥烘箱,由意大利高级工程师设计,采用新科技,具有很好的走纸稳定性,高速性,低噪性和隔热性能。
2)框架是采用厚钢结构的开放式结构,保证了框架的稳定性。高精度计量辊,保证了涂层的精度和使用寿命;
3)生产线不停机状态下将纸卷的纸头与前一卷纸尾粘在一起,保证接头不断,并用切刀快速切断纸尾多余纸张,实现连续不停机运行。
4)冷却水容积大冷却效果好美观不掉链减少引纸时断纸造成的浪费
4.主要参数
|
纸张宽度 |
max1350 mm |
|
机械速度 |
0- 80 m/min |
|
工作速度 |
55-65m/min |
|
纸离地高度 |
1250 mm |
|
生产线型号 |
M1500B-II |
|
计量辊宽度 |
1500 mm |
|
机械速度 |
0-35m/min |
|
工作高度(纸离地面高度) |
1250 mm |
|
加热方式 |
导热油 |
|
工作温度 |
100-180℃(热交换器面积约1628㎡) |
|
工作速度 |
70克钛白纸上胶量130%时,≥20m/min |
|
自动温控 |
±1.0 ℃ |
|
剪切精度 |
±1.0 mm |
|
上胶均度 |
±3% |
|
最终挥发份 |
6.5%-7.3% |
|
工作温度 |
10 ~ 40℃ |
|
相对湿度(最大) |
90%(20℃时) |
|
挤胶辊表面硬度 |
510 HV ~ 570 HV |
|
挤胶辊表面硬度 |
150 UM ~ 200 UM |
|
辊面粗糙度 |
RA 3 UM |
|
圆柱度 |
3UM |
在线留言
服务热线:
4008-388-788
手机:刘先生13801480805
邮箱:liuxiaolin@ntth.com.cn
官网:www.ntth.com.cn
地址:江苏省南通市通州区五接镇韩通路1号

查看手机版
Copyright © 2022 南通图海机械有限公司